



מפרטי עובש
|
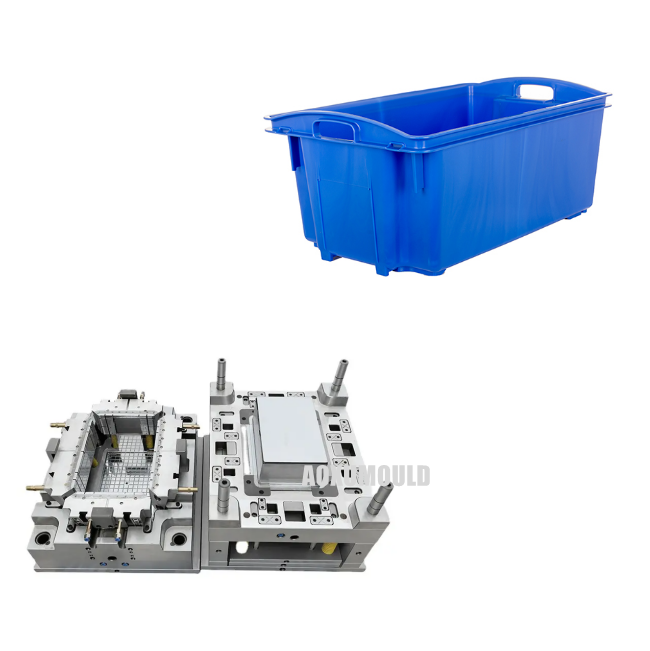
שם עובש |
עובש ארגז דגים מפלסטיק |
|
חומר מוצר |
HDPE |
|
גודל המוצר |
711 x 438 x 313 מ"מ |
|
משקל מוצר |
3100 גרם |
|
קיבולת מוצר |
55 ליטר |
|
חומר עובש לחלל &. ליבה |
P20/718H/2738 |
|
מספר חלל |
חלל אחד |
|
מערכת הזרקה |
רץ חם |
|
מכונת הזרקה מתאימה |
680T |
|
גודל עובש |
1250x880x720 מ"מ |
|
משקל עובש |
6200 ק"ג |
|
לכל החיים של עובש |
יותר מ- 500, 000 מחשבים |
|
זמן אספקה |
45 יום |
כיצד לעצב עובש ארגז דגים?

יש לקחת בחשבון גורמים רבים כמו מבנה מוצר, מאפייני חומר, תהליך דפוס ועובש את חייו באופן מקיף בעת תכנון תבנית ההזרקה של ארגזי פלסטיק. להלן שלבי עיצוב המפתח ושיקולים:
1. מבנה מוצר וניתוח תכנון עובש
גודל ועובי הקיר: ארגזים הם בדרך כלל גדולים (כמו ארגזי דגים, ארגזי לוגיסטיקה, ארגזי אחסון), יש צורך להבטיח כי חוזק חלל העובש מספיק, עובי הקיר אחיד (בדרך כלל 2. 5-4 מ"מ), כדי להימנע מכפירה או עיוות.
חיזוק סורגים ומבנה פונקציונלי: בעת תכנון סורגים מחזקים (עובי פחות או שווה ל 50% מעובי הקיר הראשי), ערמת חריצים, ידיות וכו ', יש לקחת בחשבון את נטיית השחרור (בדרך כלל 1-2 מידה) וקושי מילוי.
בחירת פני השטח של פרידה:
פרידה לאורך הפרופיל המרבי של הארגז כדי למנוע אבזם הפוך.
קו הפרידה מוסתר ככל האפשר במשטח שאינו מופיע (כמו התחתית או קצה התיבה) כדי להפחית את השפעת ההבזק על המראה.
2. תכנון מערכת השער
סוג שער:
שער צדדי: מתאים לארגזים קטנים ובינוניים, עלות נמוכה, אך צריך לחתוך ידנית את השער.
שער סמוי: התנעה אוטומטית, המתאימה לייצור אוטומטי.
רץ חם מרובי נקודות: קופסאות דגים גדולות משמשות לרוב לקיצור זמן המילוי ולהפחתת סימני הריתוך (כמו הדבקה סימטרית בארבע פינות הארגז).
איזון תעלות זרימה: פריסה סימטרית משמשת כדי להבטיח שההמסה תמלא באופן שווה ולהימנע מעיפות (כמו תעלת זרימה בצורת H).
הזנה קרה היטב: הגדר בסוף הנחל הראשי כדי למנוע את חסימת ההזנה הקרה של השער.
3. עיצוב מערכות קירור

עקוב אחר צורת נתיב המים: סדר צינורות קירור לאורך פרופיל המכולה, במיוחד עבור חללים עמוקים ואזורים מחוזקים (כמו קירות הצד ותחתית המכולה).
בקרת טמפרטורת אזור: אזורים בעלי קירות עבים (כמו שורש הידית) מחזקים את הקירור למניעת התכווצות לא אחידה.
בחירת חומרים: תוספות נחושת של סגסוגת נחושת או Beryllium עבור קירור יעיל מקומי.
4. מערכת מפלט ומפלט
פריסת המוט העליונה:
מופץ באופן שווה בתחתית והקירות הצדדיים של הקופסה כדי למנוע עיוות פליטה.
הקוטר של מוט המפלט גדול או שווה ל- φ5 מ"מ (φ 8-12 מ"מ עבור תיבות מחזור גדולות), והמספר נקבע על פי האזור המוקרן.
פליטה בעזרת גז: תיבת מחזור החלל העמוק יכולה להיות מצוידת עם פליטת עזר למסתם אוויר.
שיפוע שיפוע: שיפוע פנימי גדול יותר או שווה ל 1 מעלה, שיפוע קיר חיצוני 0. 5-1 תואר (חומר PP/HDPE).
5. עיצוב מערכת פליטה
חריץ פליטה: הגדר במשטח הפרידה, חור פלט והכנס פער, עומק 0. 02-0. 04 מ"מ (חומר PP).
אוורור ואקום: פלדה אוורור או תוספות פלדה אוורור זמינות לאזורי חלל עמוקים.
6. מבנה עובש ובחירת חומרים
חומר עובש: פלדה קדימה (כגון P20/718H), עובי התבנית הגדול או שווה ל 300 מ"מ (עובש גדול).
חלל/ליבה: חומר קשיות גבוהה (למשל S136, NAK8 0), משטח מלוטש ל- RA0.2 מיקרומטר או פחות.
מדריך ועובש נעילה: הוסף בלוק מיקום חרוטי ועמודה מדריך נוטה כדי להבטיח דיוק סגירת עובש.
7. מבחן ואופטימיזציה
פרמטרים של תהליכים: הזרקת שלב (תחילה איטי ואז מהיר), זמן אחיזת לחץ ממושך (פיצוי על הצטמקות).
פתרון בעיות:
הצטמקות: הגדל את לחץ ההחזקה או התאם את מיקום השער.
סימני ריתוך: אופטימיזציה של מספר השערים או הגדל את טמפרטורת ההמסה.
עיוות: התאם את מסלול המים לקירור או הוסף עמוד תמיכה.
איזה סוג פלדה לעובש ארגז דגי פלסטיק?
בחירת הפלדה לתבנית ארגז דגי הפלסטיק צריכה לשקול באופן מקיף את הגורמים כמו חיי עובש, ביצועי עיבוד, עמידות בפני קורוזיה, דרישות ליטוש ועלות. להלן סיכום של פלדות נפוצות ותרחישי היישום שלהן:

1. פלדה קשיח מראש (פלדה מתונה מראש)
- ציונים טיפוסיים: P20 (3CR2MO), 718H (P20 שונה), NAK80 (טאטסו, יפן)
- תכונות:
-P20: קשיות HRC 30-35, עיבוד קל, עלות נמוכה, מתאימה לייצור אצווה קטן ובינוני.
Y
-NAK80: מצב קדם-קשה (HRC 37-43), ביצועי ליטוש מראה מעולים, מתאימים לדרישות פני השטח הגבוהות (כגון קופסאות דגים שקופות).
תרחיש יישום: קופסת דגים מפלסטיק רגילה (חומר PP/PE), ללא טיפול בחום נוסף, מתאים לתבניות קטנות ובינוניות.
2. נירוסטה עמידה בפני קורוזיה
- ציון טיפוסי: 420 (4CR13), S136 (ASSAB), HPM38 (Hitachi)
- תכונות:
- 420: התנגדות לקורוזיה טובה, קשיות HRC 48-52 (טיפול בחום נדרש), מתאים לסביבות לחות או מלוחות (כגון צמחי עיבוד מימיים).
- S136: נירוסטה טוהר גבוהה, עמידות בפני קורוזיה מעולה, ביצועי ליטוש מעולים, המתאימים למגע ארוך טווח עם תבניות מים.
- תרחיש יישום: עובש ארגז דגים עם לחות גבוהה, מגע מי ים או ניקוי תכוף.
3. פלדת עבודה חמה עמידה בלבוש גבוהה
- ציון טיפוסי: H13 (4CR5MOSIV1)
- תכונות:
- עמידות בטמפרטורה גבוהה (מעל 500 מעלות), עמידות בלאי מעולה, המתאימה לעיצוב הזרקה במהירות גבוהה או תבניות חימום/קירור תכופות.
- זקוק לטיפול בחום (קשיות HRC 45-50), עלות גבוהה.
- תרחיש יישומים: ייצור המוני או מכיל פלסטיקה מחוזקת של סיבי זכוכית (כגון תיבת דגים PP מחוזקת).
4. פלדת פחמן כלכלית
- ציון טיפוסי: 45# פלדה, S50C
- תכונות:
עלות נמוכה ביותר, אך בלאי גרוע ועמידות בפני קורוזיה, הדורשים טיפול לפני השטח (כמו ציפוי כרום, חנקן).
- מתאים לייצור ניסוי אצווה קטן או עובש דיוק נמוך.
- תרחישים רלוונטיים: תבניות זמניות או תרחישים נמוכים בתקציב.
הצעות לבחירת חומרים
1. קופסת דגים רגילה (PP/PE, אצווה קטנה ובינונית): P20 או 718H עדיף, תוך התחשבות בעלות ובחיים.
2. עמידות בפני קורוזיה גבוהה: בחרו 420 או S136 נירוסטה כדי למנוע חלודה המשפיעה על חיי התבנית.
3. גימור פני השטח הגבוה: NAK80 או S136, כדי להבטיח שמראה תיבת הדגים ללא רבב.
4. ייצור אצווה גדול: H13 או פלדת כלי קשיות גבוהה (כגון D2), שיפור עמידות בלאי.
5. ייצור ניסוי בעלות נמוכה: 45# טיפול בשטח פלדה.
- תכנון מערכות קירור: מוליכות תרמית מפלדה משפיעה על יעילות ההזרקה, תוספות H13 וסגסוגת נחושת אופטימיזציה לקירור.
גודל יכול: תבניות בגודל גדול צריכות לבחור פלדה עם יכולת קשה (כגון 718 שעות) כדי למנוע עיוות לטיפול בחום.
טכנולוגיית עיבוד: ניתן לעבד ישירות פלדה קדימה, וצורכי פלדה אחרים כדי להזמין את דמי הטיפול בחום.
מומלץ לערוך תקשורת מעמיקה עם ספקי עובש בהתאם לצרכי הייצור בפועל (תפוקה, סוג פלסטיק, תנאים סביבתיים), ולבצע בדיקת ביצועי פלדה במידת הצורך.
אֵיךTo EnsureTהוּאעובש עם חיים ארוכים?
כדי להבטיח את חיי עובש ההזרקה, יש צורך לבצע ניהול מקיף מתכנון, ייצור, שימוש, תחזוקה וקישורים אחרים. להלן כמה אמצעי מפתח:
1. בחירת חומר עובש
- פלדת מתים באיכות גבוהה: בחר פלדה למות עם עמידות בפני בלאי גבוה, קשיחות גבוהה ועמידות בפני קורוזיה בהתאם לדרישות המוצר (כגון H13, S136, NAK80, P20 וכו ').
- התאמת חומרים: בהתחשב במאפיינים של חומרי הזרקה (כמו תבניות פלסטיק המכילות סיבי זכוכית שקל ללבוש), בחר פלדת עובש עם קשיות גבוהה יותר או טיפול משטח טוב יותר.
2. עיצוב עובש סביר
- אופטימיזציה מבנית: הימנע מפינות חדות או עיצוב דק דק כדי להפחית את ריכוז הלחץ; תכנון רציונאלי של שיפוע שיפוע להפחתת התנגדות לריבוי.
- מערכת קירור: פריסת ערוץ קירור אחידה כדי להימנע מחימום יתר מקומי וכתוצאה מכך עייפות תרמית או עיוות.
- עיצוב זרימה ותכנון פליטה: צמצם את עמידות הזרימה של פלסטיק מותך, קבע את מיכל הפליטה באופן סביר כדי להימנע מגז לכודים או שריפה.
- משטח פרידה ודיוק התאמה: כדי להבטיח שמשטח הפרידה יהיה חלק, עובש, אצבעון וחלקים אחרים של פער התיאום סביר, הפחיתו את השחיקה.
3. תהליך ייצור דיוק
- תהליך לטיפול בחום: באמצעות מרווה, טמפרטורה ותהליכים אחרים לשיפור הקשיות וקשיחותו של התבנית.
טיפול במשטח: ניטרינג, ציפוי כרום, ציפוי PVD (כמו פח, טיאלן) וטכנולוגיות אחרות לשיפור קשיות פני השטח והתנגדות קורוזיה.
- דיוק עיבוד שבבי: וודא את הדיוק הממד והגימור של חלקי העובש (כגון ליטוש מראה), הפחיתו את הסיכון לחיכוך וסיכון הדבקות עובש.
4. פעולה סטנדרטית
- אופטימיזציה של פרמטר דפוס הזרקה:
- בקרת טמפרטורה: הגדר את טמפרטורת הצילינדר וטמפרטורת העובש באופן סביר כדי למנוע לחץ תרמי הנגרם על ידי גבוה מדי או נמוך מדי.
- לחץ ומהירות: הפחיתו את לחץ ההזרקה והמהירות להפחתת עומס ההשפעה של עובש.
-החזקת לחץ וקירור: הגדר את זמן החזקת הלחץ באופן סביר כדי להימנע ממילוי יתר; הקפידו על קירור מספיק לפני פתיחת התבנית.
-עומס יתר על המידה: ייצור עומס יתר אסור (כגון חריגה מכוח ההידוק או מגבלת נפח ההזרקה).

5. תחזוקה ותחזוקה שוטפת
- ניקוי ומניעת חלודה:
- לנקות פלסטיק ושמן שיורי לאחר כל ייצור כדי למנוע קורוזיה.
-החל נפט נגד RUST במהלך שימוש ארוך טווח, ושמור אטום.
- ניהול שימון: מוסיפים באופן קבוע גריז טמפרטורה גבוהה לחלקים נעים כמו אצבעון, שקופית ומדריך.
- בדוק ותיקון:
- בדוק באופן קבוע בלאי משטח עובש, סדקים או חלודה, תקן נזק קטן בזמן.
- החלפה או שיפוץ של חלקים שחוקים בכבדות כמו אצבעונים ותוספות.
6. בקרת סביבת ייצור
- ניהול טמפרטורה ולחות: הימנע מחלודה עובש בסביבה לחה.
- חומרי גלם נקיים: וודא שחומרי גלם מפלסטיק נקיים מזיהומים (כמו חלקיקי מתכת, אבק) למניעת שריטות התבנית.
- מפרטי הפעלה: מפעילי הרכבת להשתמש נכון בתבניות כדי להימנע מתנגשות או התנגשות אלימה.
7. ניטור עובש וניהול חיים
- מספר רשומות השימוש: זמני דפוס עובש סטטיסטיים, חיזוי מחזור החיים.
- בדיקה קבועה: השתמש באולטרה סאונד, מיקרוסקופ וכלים אחרים כדי לאתר סדקים או עייפות פנימית.
-חזרו ניהול חלקים: הכינו חלקים לובשים (כגון תוספות, אצבעונים) מראש לקצרה של השבתה של תחזוקה.
8. התמודד עם מצבים מיוחדים
- חומרים מאכלים מאוד: השתמש בפלדה עמידה בפני קורוזיה (כגון S316) או הוסף ציפוי פני השטח.
- חומר סיבי זכוכית גבוה: השימוש בפלדת מתות גבוהה יותר, ומחזק את הטיפול במשטח (כמו ציפוי קשה).
ליבת הרחבת חיי תבניות ההזרקה היא:
✅ חומר איכותי גבוה + עיצוב מדעי
✅ ייצור דיוק + שימוש סטנדרטי
✅ תחזוקה רגילה + ניהול מונע
באמצעות ניהול מחזור חיים שיטתי, ניתן לשפר משמעותית את חיי העובש ולהקטין את עלויות הייצור.
רכיבי עובש
פלדת עובש

מערכת ראנר חם

חלקים סטנדרטיים

אֵיךTo CHOOSEA SהניתןIנזרקMישןMאחיןFאוֹTהוּאארגז דגים Mould?

בחירת מכונת הדפוס ההזרקה הנכונה עבור עובש הארגז דורשת הערכה מקיפה של גודל עובש, חומרי מוצר, יעילות ייצור וביצועי ציוד. להלן שלבי המפתח וכיצד לבחור פרמטרים:
1. חישוב פרמטרי הליבה
(1) כוח הידוק
כוח נעילת עובש הוא הפרמטר העיקרי של בחירת מכונת הדפוס ההזרקה, שצריך לכסות את לחץ ההמסה על משטח פרידת העובש:
כוח הידוק (טון)=שטח מוקרן (CM²) \ טיימס לחץ חומר (MPA) \ DIV 1000 \]
- שטח מוקרן: האזור המרבי האופקי המוקרן (אורך × רוחב) של תיבת המחזור + שטח מערכת השפיכה.
לחץ חומר: על פי בחירת החומר (PP/HDPE בדרך כלל לוקח 30-50 MPA, חלל עמוק או קיר דק לוקח את הגבול העליון).
דוגמאות:
גודל הארגז הוא 500 × 400 מ"מ, ושטח מערכת השפיכה הוא בערך 10%
אזור מוקרן=(50 ס"מ × 40 ס"מ) × 1. 1=2200 cm²
כוח הידוק=2200 × 50/1000=110 טון (צריך לבחור גדול יותר או שווה ל 120 טון דגמים)
(2) משקל ירייה
נפח ההזרקה התיאורטי של מכונת הדפוס ההזרקה צריך לכסות את המשקל הכולל של "מוצר + רץ": נפח הזרקה (g) גדול או שווה למשקל המוצר \ פעמים 1.5 \
צפיפות חומר: PP אודות {{0}}. 91 גרם/סמ"ק, HDPE בערך 0.95 גרם/ס"מ.
- גורם בטיחות: בדרך כלל 1. 5-2. 0, כדי להימנע מנפח ההזרקה של יותר מ- 80% מיכולת המכונה.
דוגמאות:
תיבת מחזור משקל נטו 1500 גרם, משקל רץ 200 גרם, משקל כולל 1700 גרם
נפח הזרקה תיאורטי גדול או שווה ל- 1700 × 1. 5=2550 g (צריך לבחור את נפח ההזרקה גדול או שווה למודל 3000 גרם)
(3) קוטר בורג ושבץ
- קוטר בורג: המשפיע על מהירות ולחץ מפלסטיק, בורג בקוטר גדול מתאים למוצרי קיר עבים (תיבת מחזור הנפוצה φ 60-90 מ"מ).
- שבץ הזרקה: כדי לעמוד בכמות המילוי להמיס, מכה גבוהה יותר או שווה פי 4 מעובי המוצר (תיבת מחזור חלל עמוק זקוקה לשבץ מוחי ארוך יותר).
2. התאמת עובש וציוד
(1) גודל התבנית ומודולוס
- גודל תבנית: תבנית מכונת דפוס הזרקה חייבת להיות מסוגלת להתקין עובש (אורך × רוחב פחות או שווה לגודל התבנית).
- עובי עובש: גובה סגירת עובש צריך להיות בתוך המינימום - טווח עובי עובש מרבי של מכונת הדפוס ההזרקה.
גודל אופייני של עובש תיבת מחזור:
דרישות תבנית: 800 × 600 מ"מ (קטן) עד 1500 × 1200 מ"מ (גדול)
עובי עובש: 400-800 מ"מ (צריך להתאים לחלל העובש של מכונת הדפוס ההזרקה)
(2) מרחב נסיעות ופליטה של עובש פתיחה
- שבץ פתיחת עובש: הוא חייב להיות גדול יותר מגובה תיבת המחזור × 2 + מרחק בטיחות (50-100 מ"מ).
לדוגמה: גובה תיבת מחזור 300 מ"מ → מכה פתיחה גדולה יותר או שווה ל 300 × 2 + 50=650 מ"מ.
- שבץ פליטה: וודא שמוט המפלט יכול לדחוף את המוצר באופן מלא (תיבת מחזור חלל עמוק צריכה להיות גדולה או שווה ל 100 מ"מ).
3. גורמי מפתח אחרים
(1) תכונות חומר מתאימות
טמפרטורת החרדה: טמפרטורת העיבוד PP היא בערך 200-280 תואר, HDPE הוא בערך 180-260, יש צורך להבטיח את דיוק בקרת הטמפרטורה של מכונת הדפוס ההזרקה.
- יחס דחיסת בורג: PP/HDPE יחס דחיסה מומלץ 2. 5-3. 0 (בורג אוניברסלי יכול להיות).
(2) אופטימיזציה של מחזור הייצור
- מהירות הזרקה: קופסאות מחזור גדולות דורשות מהירות הזרקה גבוהה (גדולה או שווה ל 80% שיעור אש מלא) כדי להפחית את זמן המילוי.
דרישות חיסכון באנרגיה: מכונת דפוס הזרקת מנוע סרוו או כל-מנועי יכולה להפחית את צריכת האנרגיה (מתאימה לייצור המוני).
(3) דרישות פונקציונליות מיוחדות
- הזרקה מרובת שלבים: תמיכה בשליטה מפולחת של מילוי ושמירת לחץ לשיפור הצטמקות באזורי קיר עבים.
פונקציית משיכה ליבה: אם לתיבת המחזור יש חורים צדדיים או אבזם הפוך, בחר את הדגם עם צילינדר הידראולי.
4. תהליך בחירה
א. חישוב כוח נעילת מצב ונפח הזרקה (בדיקת פרמטר ליבה).
ב. בדוק את גודל ההתקנה של עובש (תבנית, עובי עובש, שבץ עובש).
ג. דרישות תהליכי חומר תואמות (טמפרטורת חבית, סוג בורג).
הערכת הערכת תכונות נוספות (ממשק אוטומציה, תצורה חיסכון באנרגיה).
F. מותג ויציבות ציוד אימות (האיטי, Zhenxiong, Engel ומותגים אחרים הפרש מחירים).
5. המלצת מודל טיפוסית (קח דוגמה תיבת מחזור PP)
| גודל תיבת המחזור|כוח נעילת עובש|כמות הזרקה|מודל מומלץ |
| 300 × 200 × 150 מ"מ|60-80 טון|800-1200 g|האיטי MA1600/II |
| 500 × 400 × 300 מ"מ|120-150 טון|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400 מ"מ|300-400 טון|6000-8000 g|אנגל ניצחון 370 |
- אימות מצב בדיקה בפועל: לאחר חישוב תיאורטי, יש להתאים את הפרמטרים דרך מצב הבדיקה (כגון הפחתת כוח ההידוק ניתן להשיג על ידי אופטימיזציה של עיצוב השער).
- שטח שדרוג שמור: בחר דגמים מעט גדולים יותר כדי להסתגל לשינויי עובש עתידיים.
- עלות צריכת אנרגיה ותחזוקה עלות: מכונת דפוס הזרקת מנוע מלאה בעלת דיוק גבוה אך מחיר יקר, העיתונות הידראולית היא חסכונית יותר.
בשיטה לעיל, היא יכולה להבטיח את ההתאמה היעילה של מכונת דפוס הזרקה ותבנית תיבות מחזור, תוך התחשבות ביעילות הייצור ובקרת עלויות.
חבילה &. מְסִירָה

משוב של לקוחות






