



מפרטי עובש
|
שם עובש |
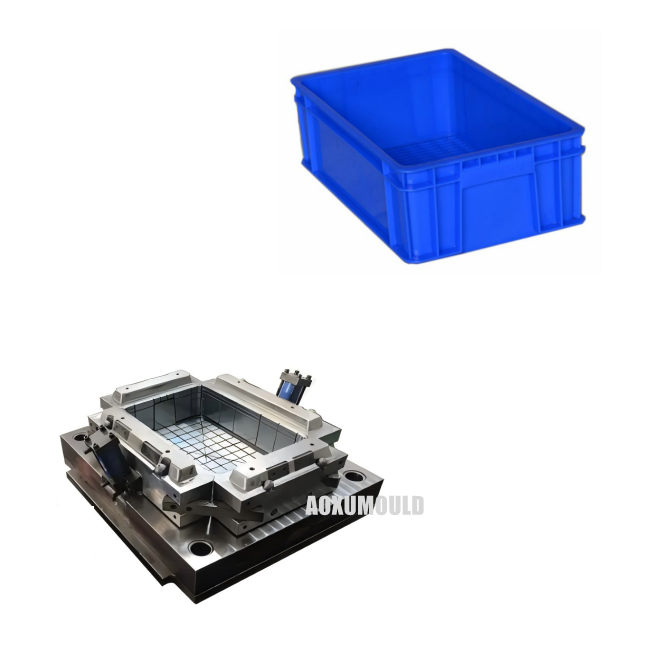
תבנית ארגז תעשייתי מפלסטיק |
|
חומר המוצר |
HDPE/PP |
|
גודל מוצר |
400X300X200 מ"מ |
|
חומר עובש עבור חלל &. ליבה |
P20/718/H13 |
|
NOs של חלל |
1 חלל |
|
מערכת הזרקה |
רץ לוהט |
|
מכונת הזרקה מתאימה |
450T |
|
גודל תבנית |
850x7280x550 מ"מ |
|
משקל עובש |
2600 ק"ג |
|
חיי עובש |
יותר מ-500,000יחידות |
|
זמן אספקה |
55 ימים |
מה זה ארגזים תעשייתיים מפלסטיק?

ארגז תעשייתי מפלסטיק הוא סוג של מיכל העשוי מחומרים פלסטיים המיועד לשימוש במסגרות תעשייתיות.
1. מאפיינים:
-עמיד: הוא בנוי לעמוד בפני קשיחות של סביבות תעשייתיות, כגון עמיד בפני פגיעות, שחיקה וכימיקלים. עמידות זו מבטיחה שהוא יכול להתמודד עם עומסים כבדים ושימוש תכוף מבלי להישבר או להתעוות בקלות.
-ניתנים לערום: ארגזי פלסטיק תעשייתיים מתוכננים לרוב להיות ניתנים לערמה, מה שמאפשר אחסון ושינוע יעילים. ניתן לערום אותם זה על גבי זה כשהם ריקים או מלאים, ולמקסם את השטח האנכי במחסנים או במהלך המשלוח.
-ניתנים לשימוש חוזר: הם ניתנים לשימוש חוזר, מפחיתים פסולת ומספקים פתרון חסכוני לשינוע ואחסון סחורות לטווח ארוך.
2. שימושים:
-אחסון: הם משמשים לאחסון מגוון רחב של מוצרים תעשייתיים, כולל חלקים, כלים וחומרי גלם. גודלם וצורתם האחידים מאפשרים לארגן אותם בקלות על מדפים או במדפי אחסון.
-תחבורה: הם משמשים להובלת סחורות בתוך מפעל או בין מקומות שונים. ניתן להזיז אותם בקלות על ידי מלגזות, שקעי משטחים או מערכות מסועים, מה שמקל על זרימת החומרים בשרשרת האספקה.
מַה'האם הגודל של ארגזים תעשייתיים מפלסטיק?
ארגזי פלסטיק תעשייתיים מגיעים במגוון רחב של גדלים.
ארגזים נפוצים בגודל קטן עשויים להיות בעלי ממדים חיצוניים של כ-30 - 40 סנטימטרים באורך, 20 - 30 סנטימטרים ברוחב ו-15 - 20 סנטימטרים בגובה. אלה מתאימים לאחסון חלקים או כלים קטנים יותר.
ארגזים בגודל בינוני יכולים להיות באורך של 40 - 60 סנטימטרים בקירוב, 30 - 40 סנטימטרים ברוחב ו-20 - 30 סנטימטרים בגובה, והם משמשים לעתים קרובות לפריטים כמו רכיבי מכונה בגודל בינוני.
ארגזים תעשייתיים גדולים מפלסטיק עשויים להיות בעלי אורכים של 60 - 120 סנטימטרים או יותר, רוחבים של 40 - 80 סנטימטרים וגבהים של 30 - 60 סנטימטרים. הם יכולים להחזיק פריטים מגושמים כמו חלקי ציוד תעשייתי גדולים או כמויות גדולות של חפצים קטנים יותר.
חשוב לציין שאלו רק טווחים כלליים והגודל בפועל תלוי בדרישות הספציפיות של התעשייה ובפריטים שיש לאחסן או להוביל.
איך להכין תבנית הזרקת ארגז תעשייתי איכותית?

להלן השלבים להכנת תבנית הזרקת ארגז תעשייתי באיכות גבוהה:
1. עיצוב
• הבן את הדרישות: נתח ביסודיות את העיצוב של הארגז התעשייתי, כולל גודלו, צורתו, עומס - כושר נשיאה, וכל מאפיינים מיוחדים כמו ערימת זיזים או חורי ניקוז. שקול את סוג הפלסטיק שיש להשתמש בו ואת המאפיינים שלו כגון קצב הצטמקות.
• מידול תלת מימד: השתמש בתוכנת CAD (Computer - Aided Design) מתקדמת ליצירת מודל תלת מימדי מפורט של התבנית. זה עוזר להמחיש את מבנה העובש, מיקום השערים (היכן שהפלסטיק נכנס לחלל העובש), תעלות קירור וסיכות מפלט.
2. בחירת חומרים
• חומר בסיס התבנית: בחר פלדה איכותית לבסיס התבנית. לעתים קרובות נעשה שימוש בפלדות מוקשות מראש או בפלדות כלים בעלות קשיות טובה, עמידות בפני שחיקה וקשיחות. לדוגמה, פלדת P20 היא בחירה פופולרית בשל תכונות העיבוד הטובות שלה ועמידותה בפני בלאי במהלך תהליך ההזרקה.
• חומר חלל וליבה: בחר חומרים שיכולים לעמוד בהזרקת לחץ גבוה של פלסטיק ושימוש חוזר. סגסוגות מסוימות בעלות עמידות בטמפרטורות גבוהות ומאפייני גימור משטח מצוינים מועדפות כדי להבטיח משטח חלק על הארגז.
3. תהליך ייצור
• כרסום ועיבוד שבבי: השתמש בכלי עיבוד שבבי מדויק כגון מכונות כרסום CNC (Computer Numerical Control) כדי לחתוך את חללי התבנית והליבות בהתאם לעיצוב המודל התלת מימדי. דיוק העיבוד חיוני כדי להבטיח שהחלקים השונים של התבנית מתאימים זה לזה במדויק.
• EDM (עיבוד פריקה חשמלית): לצורות מורכבות או פרטים עדינים שקשה להשיג באמצעות כרסום, ניתן להשתמש ב-EDM. הוא משתמש בפריקות חשמליות כדי לשחוק את החומר וליצור את הצורה הרצויה.
• טיפול פני השטח: יש למרוח טיפולי שטח מתאימים על התבנית. לדוגמא, ליטוש משטח החלל לגימור מבריק יכול לשפר את איכות פני השטח של ארגז הפלסטיק ולהקל על שחרור החלק מהתבנית. ניתן לבצע טקסטורה גם אם נדרשת דפוס משטח מסוים על הארגז.
4. עיצוב מערכת קירור
• ערוצי קירור יעילים: תכנן מערכת קירור יעילה עם תעלות קירור המפוזרות באופן שווה סביב חלל התבנית. זה עוזר בשליטה על קצב הקירור של הפלסטיק, הפחתת זמני המחזור ומניעת עיוות של הארגז עקב קירור לא אחיד. יש לתכנן בקפידה את הקוטר והפריסה של תעלות הקירור.
5. בקרת איכות
• בדיקת מידות: השתמשו בכלי מדידה מדויקים כמו קואורדינטות - מכונות מדידה (CMM) כדי לבדוק את מידות חלקי התבנית מול מפרטי התכנון. יש לתקן כל סטייה כדי להבטיח את ההתאמה והתפקוד המתאימים של התבנית.
• ריצות ניסיון: בצע ריצות הזרקת ניסיון באמצעות התבנית כדי לבדוק אם יש פגמים בארגז הפלסטיק כגון זריקות קצרות (מילוי לא שלם), הבזק (עודף פלסטיק) או סימני כיור. בהתבסס על תוצאות ריצות הניסוי, בצע התאמות לתבנית כגון שינוי עיצוב השער או התאמת פרמטרי ההזרקה.
מהו זמן ההובלה לייצור תבנית הזרקת ארגז תעשייתי?
זמן ההובלה לייצור תבניות הזרקת ארגזים תעשייתיים הוא בדרך כלל בסביבות 45 עד 60 ימים, ולהלן הזמן הנדרש לכל שלב:
1.שלב העיצוב
• ניתוח מוצר ועיצוב סכימה: לוקח בערך 3 עד 7 ימים לבצע ניתוח מפורט של מפרטי ארגזים, מאפיינים מבניים וצרכים מיוחדים של לקוחות, ולפתח סכימות עיצוב ראשוניות.
• מידול ושרטוט תלת מימד: בדרך כלל לוקח 5 עד 10 ימים ליצור מודלים תלת מימדיים מדויקים ולשרטט שרטוטים דו מימדיים מפורטים באמצעות תוכנת CAD מקצועית לייצור הבא.
2. שלב רכישת החומר
• רכישת פלדה למות: בדרך כלל לוקח בערך 3 עד 7 ימים, בהתאם לדרישות עיצוב התבנית לרכישת פלדה מתאימה, אם יש צורך בהתאמה אישית של הפלדה המיוחדת או שהספקים אזלו מהמלאי, הזמן עשוי להתארך ל-10 עד 15 ימים .
• רכישת אביזרים: לוקח 3 עד 5 ימים לרכוש אביזרים סטנדרטיים כגון אצבעונים, סליידרים, כיסויי שערים וכו', ו-7 עד 10 ימים או אפילו יותר כדי להתאים אישית אביזרים מיוחדים.
3. שלב ייצור
• חיספוס: השימוש במכונת כרסום CNC וציוד אחר כדי לחספס את ריק התבנית, להסיר את רוב השוליים, בדרך כלל לוקח בערך 7 עד 10 ימים.
• גימור: כולל חצי גימור וגימור, עיבוד עדין של חלקי מפתח כגון חלל עובש וליבה להבטחת דיוק מימד ואיכות פני השטח, אשר לוקח כ-10 עד 15 ימים.
• EDM: עבור צורות מורכבות או מבנים עדינים, זה לוקח בערך 3 עד 5 ימים כדי להשיג עיבוד צורה ספציפית באמצעות חומרי קורוזיה פריקת EDM.
• טיפול פני השטח: ליטוש, ניטרד, ציפוי כרום וטיפול משטח אחר לשיפור קשיות פני התבנית, עמידות בפני שחיקה ועמידות בפני קורוזיה, לוקח בערך 3 עד 7 ימים.
4. בדיקת איכות ואיתור באגים
• בדיקת איכות: שימוש ב-CMM ובציוד אחר לביצוע בדיקה מקיפה של התבנית על מנת לוודא שדיוק הממדים וסובלנות הצורה והמיקום עומדים בדרישות, שאורכת כ-3 עד 5 ימים.
• בדיקת עובש וניפוי באגים: בצעו 2 עד 3 בדיקות עובש, והתאם וייעול את התבנית בהתאם למצב חלקי הפלסטיק לאחר כל בדיקה, הנמשכת כ-7 עד 10 ימים.
מהם הפגמים הנפוצים בתבניות ארגזים תעשייתיים ופתרונות כדי להימנע מהם?
להלן כמה פגמים נפוצים בתבניות ארגזים תעשייתיים ודרכים להימנע מהם:
1. שוטים קצרים
תיאור הפגם: יריות קצרות מתרחשות כאשר החומר הפלסטי אינו ממלא לחלוטין את חלל העובש. זה גורם לארגז תעשייתי לא שלם או שנוצר חלקית עם חלקים חסרים.
סיבות והימנעות:
לחץ או נפח הזרקה לא מספיקים: בדוק את הגדרות מכונת ההזרקה. יש לוודא שלחץ ונפח ההזרקה מספיקים למילוי כל חלל התבנית בהתאם לעיצוב הארגז. ייתכן שיהיה צורך להתאים את הלחץ בהתאם לסוג וצמיגות הפלסטיק המשמש. זרימת חומרים מוגבלת: זה יכול להיות בגלל שער צר או חסום. עיצוב שערים בגודל ובצורה מתאימים כדי לאפשר זרימת חומרים חלקה. כמו כן, בדוק אם יש חסימות במערכת הרצים. שמור על הראנר והשער נקיים וללא פסולת במהלך תהליך הדפוס.
2. פלאש
תיאור הפגם: פלאש הוא עודף הפלסטיק שבולט מקו הפרידה mld או פתחים אחרים. הוא נותן מראה לא מעודן לארגז התעשייתי ועלול גם להשפיע על הפונקציונליות שלו.
סיבות והימנעות:
סגירת עובש לא נכונה: ודא שכוח הידוק התבנית מוגדר כהלכה. אם הכוח נמוך מדי, ייתכן שה-mld לא ייסגר מספיק חזק, מה שיאפשר לפלסטיק לחלחל החוצה. בדוק באופן קבוע את מנגנון הסגירה mld לבלאי והתאם את כוח ההידוק לפי הצורך.
משטחי עובש בלויים או פגומים: עם הזמן, משטחי העובש עלולים להישחק או להינזק, וליצור רווחים בקו הפרידה. בדוק ותחזק באופן קבוע את פני התבנית. פוליש או תקן אזורים פגומים כדי להבטיח אטימה הדוקה.
3. סימני כיור
תיאור הפגם: סימני כיור הם שקעים או אזורים חלולים על פני הארגז התעשייתי היצוק. הם מתרחשים בדרך כלל באזורים עם חתכים עבים ונגרמים מהתכווצות הפלסטיק בעת התקררותו.
סיבות והימנעות:
עובי דופן לא אחיד: עצבו את הארגז בעובי דופן אחיד יותר. הימנע משינויים פתאומיים בעובי שעלולים להוביל לקירור דיפרנציאלי ולהתכווצות. אם יש צורך בקטעים עבים, שקול להוסיף צלעות או מאפיינים מבניים אחרים כדי להפחית את הסבירות לסימני כיור.
קירור לא מספק: הבטח מערכת קירור יעילה. יש לעצב את תעלות הקירור כך שיספקו קירור אחיד על פני התבנית. התאם את זמן הקירור וקצב זרימת נוזל הקירור בהתאם למאפייני החומר הפלסטי כדי למזער בעיות הקשורות להתכווצות.
4. עיוות
תיאור הפגם: עיוות מתייחס לעיוות של הארגז התעשייתי היצוק מצורתו המיועדת. זה יכול להקשות על הערימה או השימוש בארגזים כמתוכנן.
סיבות והימנעות:
קירור לא אחיד: בדומה לסימני שקיעה, קירור לא אחיד עלול לגרום לעיוות. בדוק את עיצוב מערכת הקירור וודא שנוזל הקירור מופץ באופן שווה סביב התבנית. כמו כן, שקול את המוליכות התרמית של חומר התבנית ואת השפעתו על אחידות הקירור.
פרמטרים שגויים של יציקת הזרקה: הגדרות שגויות כמו מהירות הזרקה, לחץ אריזה וזמן החזקה עלולות להשפיע על חלוקת המתח הפנימי בחלק היצוק ולהוביל לעיוות. ייעול פרמטרים אלו באמצעות ניסוי וטעייה ובהתבסס על תכונות החומר הפלסטי.
5. פגמים במשטח (שריטות, כתמים וכו')
תיאור פגם: אלה יכולים לכלול שריטות על פני הארגז, כתמים מפלסטיק מושפל או מרקם מחוספס.
סיבות והימנעות:
איכות משטח התבנית: הקפידו על גימור משטח באיכות גבוהה על התבנית. כל שריטה או חספוס על פני התבנית יעברו לחלק היצוק. פוליש את משטחי התבנית באופן קבוע וטפל בהם בזהירות במהלך התחזוקה והתפעול.
זיהום: שמור על חומר פלסטי נקי ונקי ממזהמים. אחסן אותו בסביבה נקייה והשתמש בהליכי טיפול נאותים כדי למנוע מלכלוך, לחות או חומרים זרים אחרים להיכנס לחומר ולהשפיע על איכות פני השטח של הארגזים היצוקים.
חבילה &. מְסִירָה

רכיבי עובש
עובש פלדה

מערכת הוט ראנר

חלקים סטנדרטיים

משוב לקוחות

אתה יכול לשתף מידע ספציפי יותר ליצירת קשר כמו כתובת דוא"ל, מספר טלפון או טפסי יצירת קשר מקוונים כדי שגורמים מעוניינים יוכלו ליצור איתך קשר בנוגע לייצור תבנית הארגז התעשייתי מפלסטיק. או שאתה יכול לחפש לקוחות פוטנציאליים דרך ערוצים שונים כמו תערוכות בתעשייה, ספריות עסקיות ופלטפורמות ייצור מקוונות כדי לקדם את שירות ייצור התבניות שלך.





